
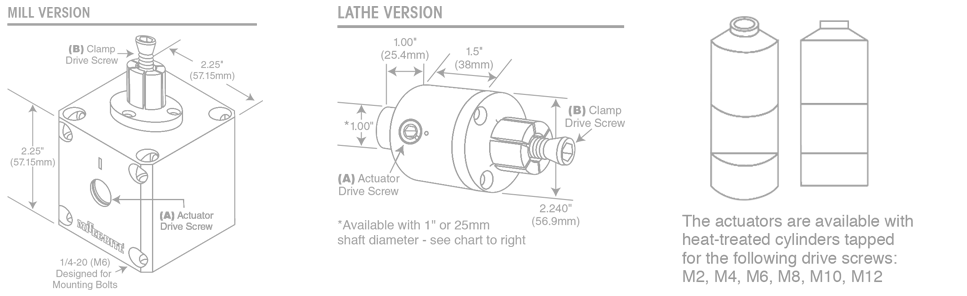
Manual Actuator for Mills and Lathes
The Actuators are specifically designed for gripping the ID of blind holes but may also be incorporated in many applications that require a straight draw actuated 90 degrees from the drive screw. They are capable of gripping on bores ranging from .16" (4.1mm) to 1.39" (35.3mm) using our standard ID clamps, Models #00 through #4. (flange on #4 may require modification when mounting to Mill Actuator)
The Mill block can be mounted in several ways including on a fixture plate, for high density workholding applications, or gripped in a vise. The same bolt hole configuration can be used for both the vertical and horizontal planes.
Both styles of Actuators come completely assembled with the heat-treated cylinders tapped for the following clamp drive screws: M2, M4, M6, M8, M10 and M12.
Specifications: |
|
Operation & Use: |
Ready for use, load parts and tighten actuator screw. Do not exceed 45 ft/lbs of torque. Care should be taken not to over-tighten with the smaller diameter screws (M2, M4). |
| Mill | Lathe 1" Shaft |
Lathe w/25mm Shaft |
Cylinder Thread |
Replacement Threaded Cylinder |
|||
|---|---|---|---|---|---|---|---|
| 34502 | CAD | 34602 | CAD | 38602 | CAD | M2 | 34002 |
| 34504 | CAD | 34604 | CAD | 38604 | CAD | M4 | 34004 |
| 34506 | CAD | 34606 | CAD | 38606 | CAD | M6 | 34006 |
| 34508 | CAD | 34608 | CAD | 38608 | CAD | M8 | 34008 |
| 34510 | CAD | 34610 | CAD | 38610 | CAD | M10 | 34010 |
| 34512 | CAD | 34612 | CAD | 38612 | CAD | M12 | 34012 |
Product title
Vendor
$19.99 NZD | $24.99 NZD
Product title
Vendor
$19.99 NZD | $24.99 NZD
Product title
Vendor
$19.99 NZD | $24.99 NZD
Product title
Vendor

